Metal conveyor belts, especially those made from stainless steel, are the cornerstone of modern food processing, often outperforming their plastic counterparts. These belts are lauded for their durability, hygiene, temperature resistance, customization capabilities, strength, and eco-friendliness. Serving a range of applications across the food industry, they are crucial in maintaining quality, consistency, and hygiene, playing a key role in the productivity, safety, and sustainability of food processing operations.

The Pillar of Efficiency
At the heart of food processing efficiency lies the metal conveyor belt, predominantly crafted from stainless steel. These belts excel in withstanding extreme temperatures, heavy loads, and the aggressive chemicals used in cleaning processes. Their resilience makes them indispensable in the rigorous settings of food processing plants.
Advantages of Metal Conveyor Belts
- Durability: Metal conveyor belts are renowned for their longevity. They resist wear and tear under heavy usage and high temperatures, offering a cost-effective solution with easy repairability.
- Hygiene and Sanitation: These belts excel in hygiene due to their non-porous nature and resistance to bacteria, facilitating easy cleaning and sterilization, crucial in maintaining food safety.
- Temperature Resistance: Capable of enduring significant temperature fluctuations, metal conveyor belts are essential in processes involving heating, cooling, or freezing of food items.
- Customization: They can be tailored to specific needs, ensuring optimal integration with various food processing machinery and accommodating diverse product dimensions.
- Strength and Load Capacity: With exceptional tensile strength, these belts handle substantial loads efficiently, maintaining performance under high pressure.
- Environmental Sustainability: Made from recyclable stainless steel, metal conveyor belts are an eco-friendly choice, contributing to sustainable manufacturing practices.
Types and Applications in Food Production
Metal conveyor belts are classified mainly by their design and the specific applications they serve in food production:
- Flat Wire Belting: Ideal for cooling, freezing, baking, drying, and transporting, these belts are versatile and provide good airflow and easy cleaning.
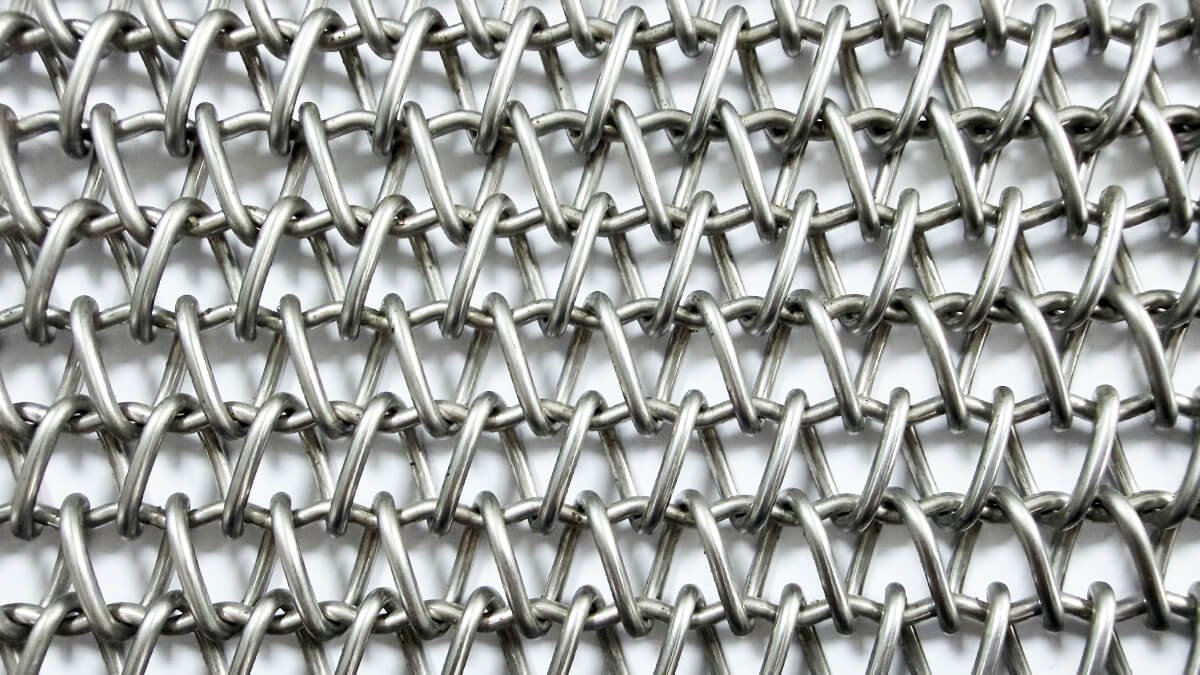
- Balanced Weave Belts: Common in baking and roasting, offering high strength, flat surface, and stability, suitable for conveying small and delicate food items.
- Rolled Baking Band: A specialized conveyor belt meticulously designed for the baking industry, specifically catering to the direct baking of biscuits and cookies.
- Flexible Rod Belts: These belts are ideal for spiral freezing systems where space optimization and efficient cooling or freezing are crucial. Their ability to maintain product orientation and spacing while moving through spiral pathways makes them perfect for processing a wide range of food products, from meat and poultry to bakery items and ready meals.
- Flat Flex Conveyor Belts: Cooling, baking, drying, heating, decorating, battering, and packing of food products
In summary, metal conveyor belts in food processing are pivotal for operational efficiency, product quality, and hygiene. Their robustness, adaptability, and sustainable nature make them a preferred choice for food processing industries aiming for high-quality output and environmental responsibility. Embracing metal conveyor belts signifies a commitment to advancing efficiency and sustainability in food production.