Introduction: When a $5 Mesh Belt Destroys $50,000 Worth of Ceramics
In the production of MLCCs (Multi-Layer Ceramic Capacitors), LTCC substrates, and advanced electronic ceramics, a single batch contamination event can scrap thousands of precision components. The surprising culprit? The humble conveyor mesh belt running through the sintering furnace.
At sintering temperatures exceeding 1000°C, an incorrectly specified stainless steel mesh belt does not simply wear out – it becomes a source of catastrophic product defects. Oxide scale flakes off and embeds into ceramic surfaces. Creep elongation causes tracking errors and unplanned line stoppages. The waste is measured not just in belt replacement costs, but in lost product yield, rework labor, and missed delivery windows.
This article examines the three fundamental failure modes of high-temperature mesh belts in ceramic sintering applications, compares the leading alloy and weave options with practical selection criteria, and provides actionable guidance for procurement and maintenance teams.
The Three Failure Modes That Kill Sintering Furnace Belts
1. High-Temperature Creep (Progressive Elongation)
Creep is the slow, permanent deformation of metal under sustained stress at elevated temperatures. In a sintering furnace mesh belt, creep manifests as gradual elongation – the belt stretches over weeks or months of continuous operation.
Root cause: At temperatures above 900°C, the grain boundaries within the stainless steel microstructure begin to slide. The wire cross-section necks down microscopically, and the overall belt length increases. Without intervention, elongation of 3–8% is common, causing the belt to sag between support rollers, skip drive sprocket teeth, or bind against furnace walls.
What this means on the plant floor:
- Belt runs slack despite repeated tensioning
- Drive sprockets wear unevenly from misaligned engagement
- Edge tracking degrades, risking contact with furnace refractory
- In severe cases, the belt jams and the furnace must be cooled down for extraction – a 12 to 24-hour outage
2. Oxide Scale Spalling (Surface Contamination)
All stainless steels form a protective chromium oxide (Cr₂O₃) layer at high temperatures. This is normal. The problem arises when this oxide layer thickens, becomes brittle, and spalls off during thermal cycling or mechanical flexing.
Root cause: Repetitive heating and cooling cycles cause the oxide film to crack and detach because the thermal expansion coefficient of the oxide differs from that of the base metal. Additionally, belts that pass through furnace hot zones and return in the open air experience continuous oxidation on the cool return path, building up a thicker, less adherent scale layer.
The contamination mechanism in ceramics sintering:
- Oxide flakes (typically 50–500 microns) detach from the belt surface
- Flakes settle on or become embedded in green ceramic bodies traveling on the belt
- During sintering, organic binders burn off and the ceramic densifies, permanently trapping oxide particles
- The result: surface pits, embedded metallic inclusions, or discoloration that fails QC inspection
For MLCC manufacturers where individual capacitors measure under 1 mm, even microscopic contamination is fatal. Industry data suggests oxide spalling can drive defect rates as high as 15% when belts are not properly selected or maintained.
3. High-Temperature Strength Degradation
Tensile strength drops predictably as temperature rises, but the rate of decline varies dramatically by alloy. A wire that carries the load comfortably at 800°C may retain only half its room-temperature strength at 1100°C.
Root cause: This is a combination of thermal softening (reduced yield strength), grain growth (coarsening of the microstructure), and in some alloys, sigma phase embrittlement after prolonged exposure in the 600–900°C range. Undersized wire diameters accelerate the problem because thinner material reaches thermal equilibrium faster and has less structural reserve.
Material Selection: SUS314 vs. SUS310S vs. Inconel 601
Choosing the right alloy is the single most consequential decision. The table below provides a practical comparison for decision-makers.
| Alloy | Max Operating Temp | Oxidation Resistance | Creep Resistance | Relative Cost | Best Application |
|---|---|---|---|---|---|
| SUS310S (UNS S31008) | 1050°C | Moderate – adequate for clean, dry atmospheres | Moderate | $$ | Low-temp sintering, annealing, processes below 1000°C |
| SUS314 (UNS S31400) | 1150°C | Good – higher Si content enhances oxide layer adhesion | Excellent – superior creep strength due to higher carbon and silicon | $$$ | Electronic ceramics (MLCC, LTCC), lithium battery cathode materials, 1050–1150°C range |
| Inconel 601 (UNS N06601) | 1200°C | Excellent – aluminum addition forms tenacious Al₂O₃ sub-scale | Excellent – nickel-chromium matrix resists creep deformation | $$$$$ | Extreme temperatures above 1150°C, reducing atmospheres, specialty alloys processing |
The practical recommendation for most electronic ceramic applications: SUS314 is the cost-performance sweet spot. It provides approximately 100°C more operating headroom than SUS310S at a moderate price premium, and its higher silicon content (~2.0%) produces a denser, more adherent oxide scale that is significantly less prone to spalling. Reserve Inconel 601 for applications that genuinely exceed 1150°C or involve aggressive reducing atmospheres where chromium oxide alone cannot provide sufficient protection.
Beyond Chemistry: Why Grain Structure Matters
A less discussed but equally important factor is the wire manufacturing process itself. Fine-grained microstructures (ASTM grain size 7 or finer) generally provide better creep resistance than coarse-grained equivalents. Solution-annealed wire with controlled cold work optimizes both room-temperature handling strength and high-temperature stability. When sourcing mesh belts, inquire about grain size specifications – not just alloy grade.
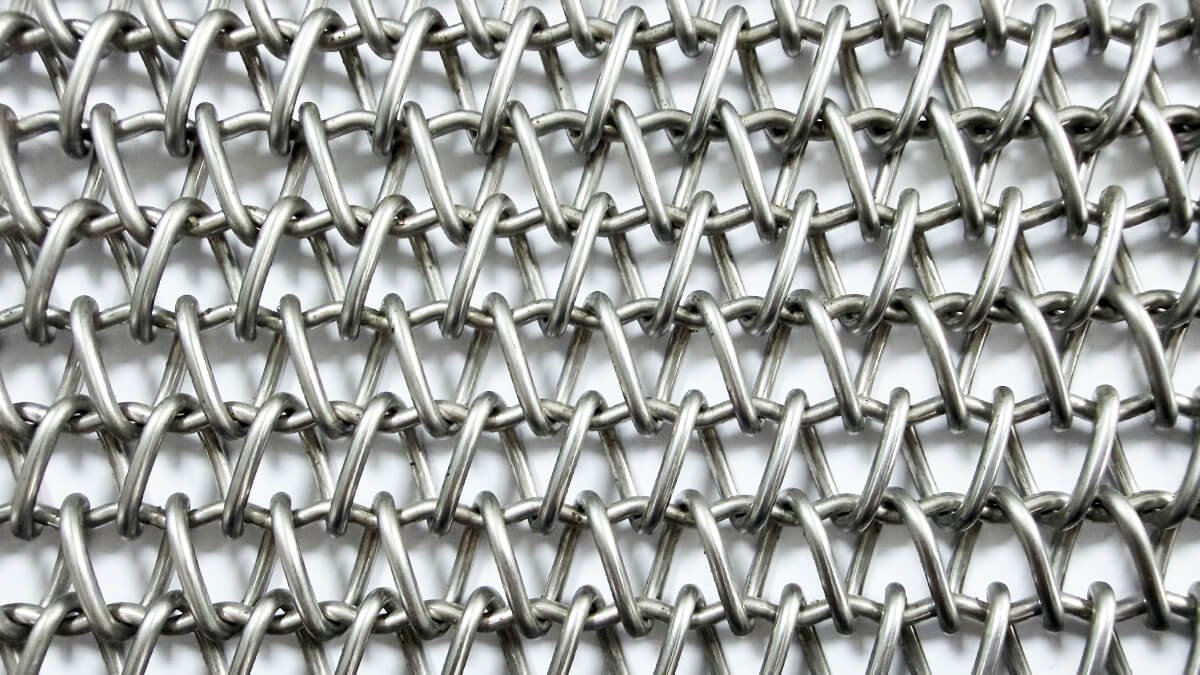
Weave Geometry: F2, F2W, and A4 Structures Compared
Alloy selection alone does not guarantee performance. The weave geometry determines load distribution, gas flow, and tracking behavior.
| Weave Type | Load Capacity | Air/Gas Permeability | Tracking Stability | Recommended For |
|---|---|---|---|---|
| F2 (Standard Balanced Weave) | Moderate | Excellent | Adequate | Low-temperature, light-load applications with good furnace alignment |
| F2W (Reinforced Double-Weft) | 40% higher than F2 | Good | Good | High-temperature, heavy-load sintering; the preferred choice for electronic ceramics |
| A4 (Compound Balanced w/ Edge Reinforcement) | High | Moderate | Excellent | Wide belts (>1.5 m), long furnaces, or installations with known tracking challenges |
Why F2W dominates the electronic ceramics segment: The double-weft construction places two transverse wires where a standard F2 weave places one. This does two things: it increases the load-bearing cross-section by approximately 40%, and it reduces the free span between spiral wires, which in turn minimizes the bending that drives oxide scale cracking. Combined with 2.0 mm wire diameter and SUS314 alloy, F2W belts routinely achieve tensile strength retention above 70% at 1100°C.
Quick Decision Matrix: Match Your Process to the Right Belt
| Your Operating Condition | Recommended Alloy | Recommended Weave | Expected Service Life* |
|---|---|---|---|
| ≤1050°C, general heat treatment, light loads | SUS310S | F2 | 12–18 months |
| 1050–1150°C, electronic ceramics (MLCC, LTCC), medium to heavy loads | SUS314 | F2W | 6–12 months |
| 1150–1200°C, specialty alloys, reducing atmospheres | Inconel 601 | F2W | 12–24 months |
| Wide belt (>1.5 m), known tracking instability | Match to temperature (above) | A4 | Per alloy selection |
*Service life estimates assume continuous operation, proper tension maintenance, and non-aggressive atmospheres. Actual results vary with furnace profile, load cycling frequency, and contamination control practices.
Proactive Maintenance: Extending Belt Life in High-Temperature Service
Pre-Oxidation: A Deliberate First Step
Running a new belt through a controlled pre-oxidation cycle at 800–900°C for 4–6 hours before commissioning allows a uniform, adherent oxide layer to develop under controlled conditions. This pre-formed layer is denser and more stable than oxide formed during normal ramping and can reduce subsequent spalling by up to 30%.
Tension Management
Both under-tensioning and over-tensioning accelerate failure. Under-tensioning causes slippage and uneven sprocket wear. Over-tensioning adds to the creep load. Use the manufacturer recommended tension values and check weekly. A belt that has elongated more than 3% from its installed length should be scheduled for replacement before it causes a forced outage.
Atmosphere Control
The furnace atmosphere directly affects oxide chemistry. In nitrogen-hydrogen (N₂-H₂) reducing atmospheres, the chromium oxide layer forms differently than in air – thinner but more susceptible to local breakdown if dew point rises. Maintain consistent atmosphere composition and monitor dew point; excursions can trigger rapid localized oxidation that creates spall initiation sites.
Burn-Off Residue Management
In ceramic sintering, organic binders volatilize in the pre-heat zone and can deposit carbonaceous residues on the belt surface. These residues react with the oxide layer at high temperatures, creating carburized zones that are brittle and prone to cracking. Regular belt inspection and cleaning during scheduled furnace maintenance is essential.
Key Takeaways
- Creep elongation, oxide spalling, and high-temperature strength loss are interrelated failure modes – solving one without addressing the others leads to premature belt replacement.
- SUS314 alloy provides the optimal cost-performance balance for electronic ceramic sintering in the 1050–1150°C range, with a silicon-enhanced oxide layer that resists spalling better than SUS310S.
- F2W reinforced weave delivers approximately 40% higher load capacity than standard F2 and is the industry-preferred geometry for high-temperature sintering belts.
- Pre-oxidation, tension discipline, and atmosphere monitoring are low-cost practices that meaningfully extend belt service life and protect product yield.
- The right belt specification pays for itself through reduced scrap, fewer unplanned shutdowns, and consistent product quality – in high-value ceramic manufacturing, the belt is never the place to cut corners.