Introduction : Quand une courroie à mailles $5 détruit pour 10 000 unités de céramique $50
Lors de la production de condensateurs céramiques multicouches (MLCC), de substrats LTCC et de céramiques électroniques avancées, une simple contamination d'un lot peut rendre inutilisables des milliers de composants de précision. Le coupable, aussi surprenant que cela puisse paraître ? Le simple tapis roulant qui traverse le four de frittage.
À des températures de frittage supérieures à 1000 °C, une bande transporteuse en acier inoxydable mal spécifiée ne se contente pas de s'user ; elle devient une source de défauts de fabrication catastrophiques. La calamine se détache et s'incruste dans les surfaces céramiques. Le fluage provoque des erreurs de suivi et des arrêts de ligne imprévus. Les pertes se mesurent non seulement en coûts de remplacement de la bande, mais aussi en pertes de rendement, en main-d'œuvre pour les retouches et en retards de livraison.
Cet article examine les trois modes de défaillance fondamentaux des courroies à mailles haute température dans les applications de frittage de céramique, compare les principales options d'alliage et de tissage avec des critères de sélection pratiques et fournit des conseils pratiques aux équipes d'approvisionnement et de maintenance.
Les trois modes de défaillance qui mettent hors service les courroies des fours de frittage
1. Fluage à haute température (allongement progressif)
Le fluage est la déformation lente et permanente d'un métal soumis à une contrainte soutenue à haute température. Dans une bande transporteuse de four de frittage, le fluage se manifeste par un allongement progressif : la bande s'étire sur des semaines ou des mois de fonctionnement continu.
Cause première: À des températures supérieures à 900 °C, les joints de grains au sein de la microstructure de l'acier inoxydable commencent à glisser. La section transversale du fil se rétrécit microscopiquement et la longueur totale de la courroie augmente. Sans intervention, l'allongement de l'acier 3-8% est fréquent, ce qui peut entraîner un affaissement de la courroie entre les rouleaux de support, un décalage des dents du pignon d'entraînement ou un blocage contre les parois du four.
Ce que cela signifie concrètement dans l'usine :
- La courroie se détend malgré des tensions répétées.
- Les pignons d'entraînement s'usent de manière irrégulière en raison d'un mauvais alignement.
- Le suivi des bords se dégrade, risquant d'entrer en contact avec le réfractaire du four.
- Dans les cas les plus graves, la courroie se bloque et le four doit être refroidi pour permettre l'extraction du combustible – une interruption de 12 à 24 heures.
2. Écaillage de la calamine (contamination de surface)
Tous les aciers inoxydables forment une couche protectrice d'oxyde de chrome (Cr₂O₃) à haute température. Ce phénomène est normal. Le problème survient lorsque cette couche d'oxyde s'épaissit, devient cassante et s'écaille lors de cycles thermiques ou de flexions mécaniques.
Cause première: Les cycles répétés de chauffage et de refroidissement provoquent la fissuration et le détachement du film d'oxyde, car le coefficient de dilatation thermique de l'oxyde diffère de celui du métal de base. De plus, les courroies qui traversent les zones chaudes du four et retournent à l'air libre subissent une oxydation continue sur le trajet de retour froid, ce qui entraîne la formation d'une couche de calamine plus épaisse et moins adhérente.
Le mécanisme de contamination lors du frittage des céramiques :
- Des particules d'oxyde (généralement de 50 à 500 microns) se détachent de la surface de la courroie.
- Les flocons se déposent sur des corps en céramique verte ou s'y incrustent, ces derniers se déplaçant sur la bande transportée.
- Lors du frittage, les liants organiques brûlent et la céramique se densifie, piégeant de façon permanente les particules d'oxyde.
- Résultat : défauts de surface, inclusions métalliques ou décoloration ne satisfaisant pas aux exigences du contrôle qualité.
Pour les fabricants de condensateurs MLCC dont les dimensions individuelles sont inférieures à 1 mm, même une contamination microscopique est fatale. Les données industrielles indiquent que l'écaillage de l'oxyde peut entraîner des taux de défauts aussi élevés que ceux du 15% lorsque les courroies ne sont pas correctement sélectionnées ou entretenues.
3. Dégradation de la résistance à haute température
La résistance à la traction diminue de façon prévisible avec l'augmentation de la température, mais la vitesse de cette diminution varie considérablement selon l'alliage. Un fil qui supporte aisément la charge à 800 °C peut ne conserver que la moitié de sa résistance à température ambiante à 1100 °C.
Cause première: Ce phénomène résulte d'une combinaison de ramollissement thermique (diminution de la limite d'élasticité), de croissance des grains (grossissement de la microstructure) et, dans certains alliages, de fragilisation par la phase sigma après une exposition prolongée entre 600 et 900 °C. Un diamètre de fil insuffisant accentue ce problème, car un matériau plus fin atteint l'équilibre thermique plus rapidement et présente une moindre résistance structurelle.
Choix des matériaux : SUS314 vs. SUS310S vs. Inconel 601
Choisir le bon alliage est la décision la plus importante. Le tableau ci-dessous propose une comparaison pratique pour les décideurs.
| Alliage | Température de fonctionnement maximale | résistance à l'oxydation | Résistance au fluage | Coût relatif | Meilleure application |
|---|---|---|---|---|---|
| SUS310S (UNS S31008) | 1050°C | Modéré – convient aux atmosphères propres et sèches | Modéré | $$ | Frittage à basse température, recuit, procédés inférieurs à 1000 °C |
| SUS314 (UNS S31400) | 1150°C | Bien – une teneur en Si plus élevée améliore l'adhérence de la couche d'oxyde | Excellente résistance au fluage – supérieure grâce à une teneur plus élevée en carbone et en silicium. | $$$ | Céramiques électroniques (MLCC, LTCC), matériaux de cathode pour batteries au lithium, gamme de températures 1050–1150 °C |
| Inconel 601 (UNS N06601) | 1200°C | Excellent – l’ajout d’aluminium forme une sous-couche d’Al₂O₃ tenace. | Excellente résistance à la déformation par fluage de la matrice nickel-chrome | $$$$$ | Températures extrêmes supérieures à 1150 °C, atmosphères réductrices, traitement d'alliages spéciaux |
Recommandation pratique pour la plupart des applications électroniques en céramique : L'acier inoxydable SUS314 offre le meilleur rapport qualité-prix. Il offre une marge de température de fonctionnement supérieure d'environ 100 °C à celle du SUS310S, pour un surcoût modéré. Sa teneur plus élevée en silicium (environ 2,01 TP3T) permet d'obtenir une couche d'oxyde plus dense et plus adhérente, nettement moins sujette à l'écaillage. Réservez l'Inconel 601 aux applications dépassant véritablement 1150 °C ou impliquant des atmosphères réductrices agressives, où l'oxyde de chrome seul ne suffit pas à assurer une protection adéquate.
Au-delà de la chimie : pourquoi la structure des grains est importante
Un facteur moins souvent évoqué, mais tout aussi important, est le procédé de fabrication du fil lui-même. Les microstructures à grains fins (taille de grain ASTM 7 ou inférieure) offrent généralement une meilleure résistance au fluage que les fils à gros grains. Le recuit de mise en solution avec un écrouissage contrôlé optimise à la fois la résistance à la manipulation à température ambiante et la stabilité à haute température. Lors de l'achat de bandes transporteuses, renseignez-vous sur les spécifications de taille de grain, et pas seulement sur la nuance d'alliage.
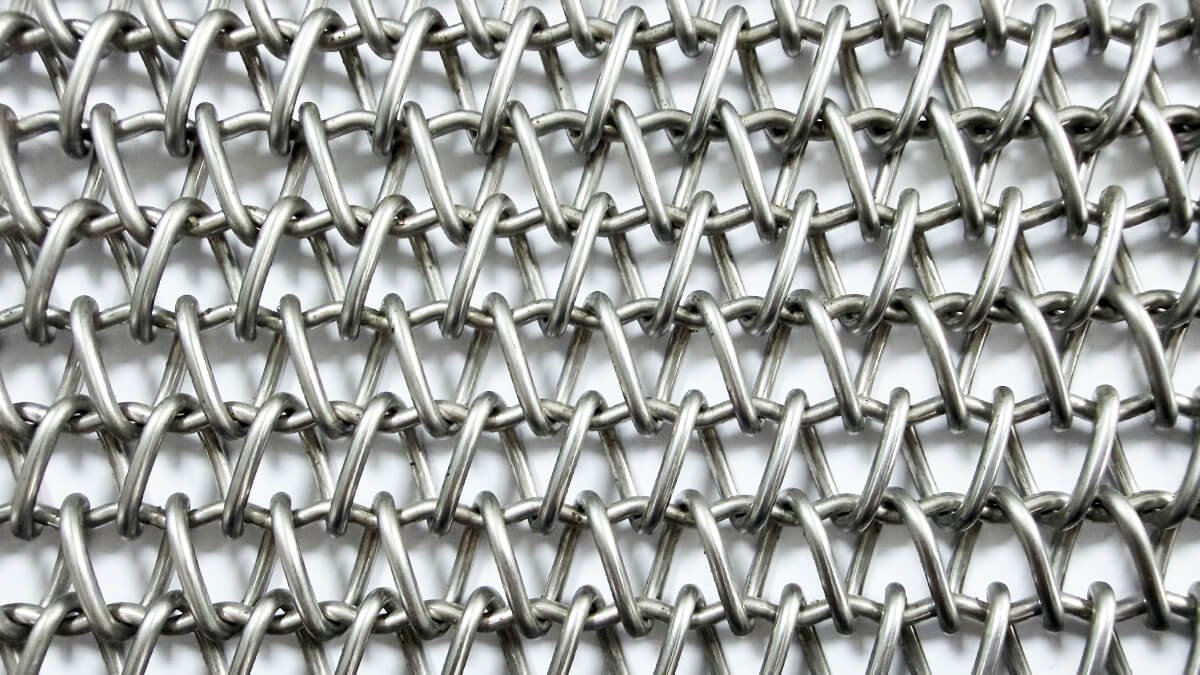
Géométrie du tissage : comparaison des structures F2, F2W et A4
Le choix de l'alliage ne garantit pas à lui seul les performances. La géométrie du tissage détermine la répartition de la charge, le flux de gaz et le comportement sur toute la trajectoire.
| Type de tissage | Capacité de charge | Perméabilité à l'air/aux gaz | Stabilité du suivi | Recommandé pour |
|---|---|---|---|---|
| F2 (Tissage équilibré standard) | Modéré | Excellent | Adéquat | Applications à basse température et à faible charge avec un bon alignement du four |
| F2W (Double trame renforcée) | 40% supérieur à F2 | Bien | Bien | Frittage à haute température et sous forte charge ; le choix privilégié pour les céramiques électroniques |
| A4 (Équilibré composé avec renfort de bord) | Haut | Modéré | Excellent | Bandes larges (>1,5 m), fours longs ou installations présentant des difficultés de suivi connues |
Pourquoi F2W domine le segment des céramiques électroniques : La construction à double trame utilise deux fils transversaux là où un tissage F2 standard n'en utilise qu'un. Ceci présente un double avantage : elle augmente la section porteuse d'environ 40% et réduit la portée libre entre les fils spiralés, minimisant ainsi la flexion à l'origine de la fissuration de la couche d'oxyde. Associées à un diamètre de fil de 2,0 mm et à un alliage SUS314, les courroies F2W atteignent couramment une résistance à la traction supérieure à 70% à 1 100 °C.
Matrice de décision rapide : Adaptez votre processus à la ceinture appropriée
| Votre condition de fonctionnement | Alliage recommandé | Tissage recommandé | Durée de vie prévue* |
|---|---|---|---|
| ≤1050°C, traitement thermique général, charges légères | SUS310S | F2 | 12 à 18 mois |
| 1050–1150 °C, céramiques électroniques (MLCC, LTCC), charges moyennes à élevées | SUS314 | F2W | 6 à 12 mois |
| 1150–1200 °C, alliages spéciaux, atmosphères réductrices | Inconel 601 | F2W | 12 à 24 mois |
| Bande large (>1,5 m), instabilité de suivi connue | Correspondance avec la température (ci-dessus) | A4 | Sélection par alliage |
*Les estimations de durée de vie supposent un fonctionnement continu, un maintien adéquat de la tension et des atmosphères non agressives. Les résultats réels varient en fonction du profil du four, de la fréquence des cycles de charge et des pratiques de contrôle de la contamination.
Maintenance proactive : Prolonger la durée de vie des courroies en service à haute température
Pré-oxydation : une première étape délibérée
Le passage d'une nouvelle courroie à travers un cycle de pré-oxydation contrôlé à 800–900 °C pendant 4 à 6 heures avant la mise en service permet la formation d'une couche d'oxyde uniforme et adhérente dans des conditions contrôlées. Cette couche préformée est plus dense et plus stable que l'oxyde formé lors d'une montée en température normale et peut réduire l'écaillage ultérieur jusqu'à 30%.
Gestion du stress
Une tension insuffisante ou excessive accélère la défaillance. Une tension insuffisante provoque un glissement et une usure irrégulière des pignons. Une tension excessive augmente la charge de fluage. Utilisez les valeurs de tension recommandées par le fabricant et vérifiez-les chaque semaine. Une courroie qui s'est allongée de plus de 3% par rapport à sa longueur initiale doit être remplacée avant qu'elle n'entraîne un arrêt forcé.
Contrôle de l'atmosphère
L'atmosphère du four influe directement sur la chimie des oxydes. Dans les atmosphères réductrices d'azote et d'hydrogène (N₂-H₂), la couche d'oxyde de chrome se forme différemment que dans l'air : plus mince, elle est cependant plus susceptible de se rompre localement en cas d'élévation du point de rosée. Il est essentiel de maintenir une composition d'atmosphère constante et de surveiller le point de rosée ; toute variation anormale peut déclencher une oxydation localisée rapide, créant ainsi des amorces d'écaillage.
Gestion des résidus de combustion
Lors du frittage de céramiques, les liants organiques se volatilisent dans la zone de préchauffage et peuvent déposer des résidus carbonés sur la surface de la bande. Ces résidus réagissent avec la couche d'oxyde à haute température, créant des zones cémentées fragiles et sujettes à la fissuration. Un contrôle et un nettoyage réguliers de la bande lors des opérations de maintenance programmées du four sont donc indispensables.
Points clés à retenir
- Allongement par fluage, écaillage de l'oxyde et perte de résistance à haute température Les modes de défaillance sont interdépendants ; en résoudre un sans s'attaquer aux autres conduit à un remplacement prématuré de la courroie.
- Alliage SUS314 offre le meilleur rapport coût-performance pour le frittage de céramiques électroniques dans la plage de 1050 à 1150 °C, avec une couche d'oxyde améliorée au silicium qui résiste mieux à l'écaillage que le SUS310S.
- tissage renforcé F2W offre une capacité de charge environ 40% supérieure à celle du F2 standard et constitue la géométrie préférée de l'industrie pour les bandes de frittage à haute température.
- Pré-oxydation, contrôle de la tension et surveillance de l'atmosphère ce sont des pratiques peu coûteuses qui prolongent sensiblement la durée de vie des courroies et protègent le rendement de la production.
- Le choix de la bonne spécification de courroie est rentable en soi. Grâce à la réduction des rebuts, à la diminution des arrêts imprévus et à une qualité de produit constante, dans la fabrication de céramiques de haute valeur, la chaîne de production n'est jamais un endroit où l'on peut faire des économies de bouts de chandelle.