Introducción: Cuando una cinta transportadora de malla $5 destruye cerámica por valor de $50.000
En la producción de condensadores cerámicos multicapa (MLCC), sustratos LTCC y cerámicas electrónicas avanzadas, un solo incidente de contaminación en un lote puede desechar miles de componentes de precisión. ¿El sorprendente culpable? La humilde cinta transportadora que atraviesa el horno de sinterización.
A temperaturas de sinterización superiores a 1000 °C, una cinta transportadora de malla de acero inoxidable con especificaciones incorrectas no solo se desgasta, sino que se convierte en una fuente de defectos catastróficos en el producto. La capa de óxido se desprende y se incrusta en las superficies cerámicas. La elongación por fluencia provoca errores de alineación y paradas imprevistas de la línea de producción. El desperdicio no solo se mide en costos de reemplazo de la cinta, sino también en pérdida de rendimiento del producto, mano de obra para reprocesamiento y retrasos en los plazos de entrega.
Este artículo examina los tres modos fundamentales de fallo de las cintas transportadoras de malla de alta temperatura en aplicaciones de sinterización cerámica, compara las principales opciones de aleación y tejido con criterios de selección prácticos y proporciona orientación útil para los equipos de compras y mantenimiento.
Los tres modos de fallo que acaban con las cintas transportadoras de los hornos de sinterización
1. Deformación por fluencia a alta temperatura (alargamiento progresivo)
La fluencia es la deformación lenta y permanente del metal bajo tensión sostenida a temperaturas elevadas. En una cinta transportadora de un horno de sinterización, la fluencia se manifiesta como un alargamiento gradual: la cinta se estira durante semanas o meses de funcionamiento continuo.
Causa principal: A temperaturas superiores a 900 °C, los límites de grano dentro de la microestructura del acero inoxidable comienzan a deslizarse. La sección transversal del alambre se estrecha microscópicamente y la longitud total de la correa aumenta. Sin intervención, es común que la correa 3–8% se eleve, lo que provoca que se combe entre los rodillos de soporte, salte dientes de la rueda dentada de transmisión o se atasque contra las paredes del horno.
Lo que esto significa en la planta de producción:
- La correa se mantiene floja a pesar de las repetidas tensiones.
- Los piñones de transmisión se desgastan de forma desigual debido a un acoplamiento desalineado.
- El seguimiento de los bordes se degrada, lo que conlleva el riesgo de contacto con el material refractario del horno.
- En casos graves, la cinta transportadora se atasca y es necesario enfriar el horno para la extracción, lo que supone una parada de entre 12 y 24 horas.
2. Desprendimiento de la capa de óxido (contaminación superficial)
Todos los aceros inoxidables forman una capa protectora de óxido de cromo (Cr₂O₃) a altas temperaturas. Esto es normal. El problema surge cuando esta capa de óxido se engrosa, se vuelve quebradiza y se desprende durante los ciclos térmicos o la flexión mecánica.
Causa principal: Los ciclos repetitivos de calentamiento y enfriamiento provocan que la capa de óxido se agriete y se desprenda, ya que el coeficiente de dilatación térmica del óxido difiere del del metal base. Además, las cintas transportadoras que atraviesan las zonas calientes del horno y regresan al aire libre sufren una oxidación continua en el camino de retorno frío, lo que genera una capa de óxido más gruesa y menos adherente.
Mecanismo de contaminación en la sinterización de cerámicas:
- Escamas de óxido (típicamente de 50 a 500 micras) se desprenden de la superficie de la cinta.
- Las escamas se depositan o se incrustan en los cuerpos cerámicos verdes que viajan en la cinta transportadora.
- Durante la sinterización, los aglutinantes orgánicos se queman y la cerámica se densifica, atrapando permanentemente las partículas de óxido.
- El resultado: picaduras en la superficie, inclusiones metálicas incrustadas o decoloración que no supera la inspección de control de calidad.
Para los fabricantes de MLCC, donde los condensadores individuales miden menos de 1 mm, incluso la contaminación microscópica resulta fatal. Los datos del sector sugieren que el desprendimiento de óxido puede provocar tasas de defectos de hasta 15% cuando las correas no se seleccionan o mantienen adecuadamente.
3. Degradación de la resistencia a altas temperaturas
La resistencia a la tracción disminuye de forma predecible a medida que aumenta la temperatura, pero la velocidad de disminución varía drásticamente según la aleación. Un alambre que soporta la carga sin problemas a 800 °C puede conservar solo la mitad de su resistencia a temperatura ambiente a 1100 °C.
Causa principal: Se trata de una combinación de ablandamiento térmico (reducción del límite elástico), crecimiento de grano (engrosamiento de la microestructura) y, en algunas aleaciones, fragilización por fase sigma tras una exposición prolongada a temperaturas entre 600 y 900 °C. Los diámetros de alambre insuficientes agravan el problema, ya que el material más delgado alcanza el equilibrio térmico más rápidamente y tiene menor reserva estructural.
Selección de materiales: SUS314 vs. SUS310S vs. Inconel 601
Elegir la aleación adecuada es la decisión más importante. La siguiente tabla ofrece una comparación práctica para quienes toman las decisiones.
| Aleación | Temperatura máxima de funcionamiento | Resistencia a la oxidación | Resistencia a la fluencia | Costo relativo | Mejor aplicación |
|---|---|---|---|---|---|
| SUS310S (UNS S31008) | 1050°C | Moderado: adecuado para ambientes limpios y secos. | Moderado | $$ | Sinterización a baja temperatura, recocido, procesos por debajo de 1000 °C. |
| SUS314 (UNS S31400) | 1150°C | Bueno: un mayor contenido de Si mejora la adhesión de la capa de óxido. | Excelente: resistencia superior a la fluencia debido a su mayor contenido de carbono y silicio. | $$$ | Cerámicas electrónicas (MLCC, LTCC), materiales catódicos para baterías de litio, rango de 1050–1150 °C |
| Inconel 601 (UNS N06601) | 1200°C | Excelente: la adición de aluminio forma una subescala tenaz de Al₂O₃. | Excelente: la matriz de níquel-cromo resiste la deformación por fluencia. | $$$$$ | Temperaturas extremas superiores a 1150 °C, atmósferas reductoras, procesamiento de aleaciones especiales |
La recomendación práctica para la mayoría de las aplicaciones de cerámica electrónica: El acero inoxidable SUS314 ofrece una excelente relación costo-rendimiento. Proporciona aproximadamente 100 °C más de margen de temperatura que el SUS310S a un precio ligeramente superior, y su mayor contenido de silicio (~2,01 TP3T) genera una capa de óxido más densa y adherente, significativamente menos propensa al desprendimiento. Reserve el Inconel 601 para aplicaciones que superen los 1150 °C o que impliquen atmósferas reductoras agresivas donde el óxido de cromo por sí solo no ofrece suficiente protección.
Más allá de la química: por qué importa la estructura del grano
Un factor menos comentado, pero igualmente importante, es el propio proceso de fabricación del alambre. Las microestructuras de grano fino (tamaño de grano ASTM 7 o inferior) generalmente ofrecen mayor resistencia a la fluencia que las de grano grueso. El alambre recocido en solución con deformación en frío controlada optimiza tanto la resistencia a la manipulación a temperatura ambiente como la estabilidad a altas temperaturas. Al adquirir correas de malla, pregunte por las especificaciones del tamaño de grano, no solo por el grado de aleación.
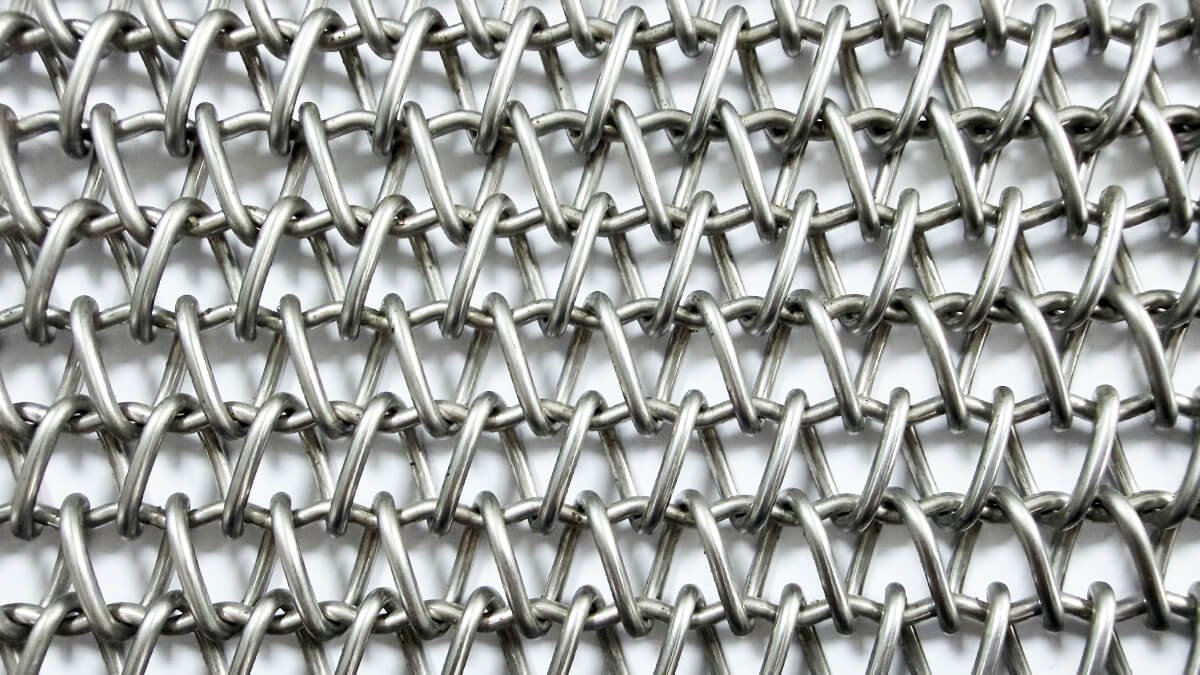
Geometría del tejido: Comparación de las estructuras F2, F2W y A4
La selección de la aleación por sí sola no garantiza el rendimiento. La geometría del tejido determina la distribución de la carga, el flujo de gas y el comportamiento de seguimiento.
| Tipo de tejido | Capacidad de carga | Permeabilidad al aire/gas | Estabilidad de seguimiento | Recomendado para |
|---|---|---|---|---|
| F2 (Tejido equilibrado estándar) | Moderado | Excelente | Adecuado | Aplicaciones de baja temperatura y carga ligera con buena alineación del horno. |
| F2W (doble trama reforzada) | 40% superior a F2 | Bien | Bien | Sinterización a alta temperatura y con carga pesada; la opción preferida para la cerámica electrónica. |
| A4 (Compuesto equilibrado con refuerzo de borde) | Alto | Moderado | Excelente | Cintas transportadoras anchas (>1,5 m), hornos largos o instalaciones con problemas de seguimiento conocidos. |
¿Por qué F2W domina el segmento de la cerámica electrónica? La construcción de doble trama coloca dos alambres transversales donde un tejido F2 estándar coloca uno. Esto tiene dos efectos: aumenta la sección transversal de carga en aproximadamente 40% y reduce la distancia libre entre los alambres en espiral, lo que a su vez minimiza la flexión que provoca el agrietamiento de la capa de óxido. Combinadas con un diámetro de alambre de 2,0 mm y aleación SUS314, las correas F2W logran habitualmente una retención de resistencia a la tracción superior a 70% a 1100 °C.
Matriz de decisión rápida: haga coincidir su proceso con el cinturón adecuado.
| Su condición de funcionamiento | Aleación recomendada | Tejido recomendado | Vida útil prevista* |
|---|---|---|---|
| ≤1050°C, tratamiento térmico general, cargas ligeras | SUS310S | F2 | 12–18 meses |
| 1050–1150 °C, cerámica electrónica (MLCC, LTCC), cargas medias a pesadas | SUS314 | F2W | 6-12 meses |
| 1150–1200 °C, aleaciones especiales, atmósferas reductoras | Inconel 601 | F2W | 12–24 meses |
| Cinturón ancho (>1,5 m), inestabilidad de seguimiento conocida | Coincidir con la temperatura (arriba) | A4 | Selección de aleación |
*Las estimaciones de vida útil se basan en un funcionamiento continuo, un mantenimiento adecuado de la tensión y atmósferas no agresivas. Los resultados reales varían según el perfil del horno, la frecuencia de los ciclos de carga y las prácticas de control de la contaminación.
Mantenimiento proactivo: prolongando la vida útil de la correa en servicio a altas temperaturas.
Preoxidación: Un primer paso deliberado
Someter una nueva correa a un ciclo de preoxidación controlado a 800–900 °C durante 4–6 horas antes de su puesta en marcha permite que se desarrolle una capa de óxido uniforme y adherente en condiciones controladas. Esta capa preformada es más densa y estable que el óxido formado durante el calentamiento normal y puede reducir el desprendimiento posterior hasta en un 301 %.
Gestión de la tensión
Tanto la tensión insuficiente como la excesiva aceleran la falla. La tensión insuficiente provoca deslizamiento y desgaste irregular de la rueda dentada. La tensión excesiva aumenta la carga de deslizamiento. Utilice los valores de tensión recomendados por el fabricante y verifique la tensión semanalmente. Una correa que se haya alargado más de 31 TP3T con respecto a su longitud original debe ser reemplazada antes de que cause una interrupción forzosa del servicio.
Control de la atmósfera
La atmósfera del horno afecta directamente la química de los óxidos. En atmósferas reductoras de nitrógeno e hidrógeno (N₂-H₂), la capa de óxido de cromo se forma de manera diferente que en el aire: es más delgada, pero más susceptible a la degradación localizada si aumenta el punto de rocío. Mantenga una composición atmosférica constante y controle el punto de rocío; las fluctuaciones pueden desencadenar una oxidación localizada rápida que crea puntos de inicio de descamación.
Gestión de residuos de combustión
En la sinterización cerámica, los aglutinantes orgánicos se volatilizan en la zona de precalentamiento y pueden depositar residuos carbonosos en la superficie de la banda. Estos residuos reaccionan con la capa de óxido a altas temperaturas, creando zonas carburizadas que son frágiles y propensas a agrietarse. Es fundamental inspeccionar y limpiar la banda periódicamente durante el mantenimiento programado del horno.
Conclusiones clave
- Alargamiento por fluencia, desprendimiento de óxido y pérdida de resistencia a altas temperaturas. Los modos de fallo están interrelacionados; solucionar uno sin abordar los demás conlleva una sustitución prematura de la correa.
- Aleación SUS314 Proporciona el equilibrio óptimo entre coste y rendimiento para la sinterización de cerámica electrónica en el rango de 1050 a 1150 °C, con una capa de óxido reforzada con silicio que resiste mejor el desconchado que el SUS310S.
- Tejido reforzado F2W Ofrece una capacidad de carga aproximadamente 40% superior a la del estándar F2 y es la geometría preferida en la industria para las cintas de sinterización de alta temperatura.
- Preoxidación, control de la tensión y monitorización de la atmósfera Son prácticas de bajo coste que prolongan significativamente la vida útil de la correa y protegen el rendimiento del producto.
- La especificación correcta de la correa se amortiza sola. Mediante la reducción de desperdicios, menos paradas no planificadas y una calidad de producto constante, en la fabricación de cerámica de alto valor, la cinta transportadora nunca es el lugar para escatimar.