Введение: Когда сетчатый ремень $5 разрушает керамику на сумму $50 000 единиц
В производстве многослойных керамических конденсаторов (MLCC), подложек из низкотемпературной керамической керамики (LTCC) и современной электронной керамики даже одно загрязнение партии может привести к браку тысяч прецизионных компонентов. Неожиданный виновник? Обычная конвейерная лента, проходящая через печь для спекания.
При температурах спекания, превышающих 1000°C, неправильно подобранная лента из нержавеющей стали не просто изнашивается – она становится источником катастрофических дефектов продукции. Оксидная окалина отслаивается и внедряется в керамические поверхности. Ползучесть приводит к ошибкам отслеживания и незапланированным остановкам линии. Потери измеряются не только затратами на замену ленты, но и упущенной выгодой от производства, трудозатратами на переделку и срывом сроков поставки.
В данной статье рассматриваются три основных типа отказов высокотемпературных сетчатых лент в процессах спекания керамики, сравниваются ведущие варианты сплавов и плетения с учетом практических критериев выбора, а также приводятся практические рекомендации для групп по закупкам и техническому обслуживанию.
Три типа отказов, приводящих к выходу из строя конвейерных лент в печах спекания.
1. Ползучесть при высоких температурах (прогрессивное удлинение)
Ползучесть — это медленная, необратимая деформация металла под воздействием длительного напряжения при повышенных температурах. В сетчатой ленте печи для спекания ползучесть проявляется в виде постепенного удлинения — лента растягивается в течение недель или месяцев непрерывной работы.
Первопричина: При температурах выше 900 °C границы зерен в микроструктуре нержавеющей стали начинают смещаться. Поперечное сечение проволоки микроскопически сужается, и общая длина ленты увеличивается. Без вмешательства часто происходит удлинение ленты 3–8%, что приводит к провисанию ленты между опорными роликами, проскальзыванию зубьев ведущей звездочки или застреванию у стенок печи.
Что это означает на производственной площадке:
- Ремень ослабевает, несмотря на многократное натяжение.
- Ведущие звездочки изнашиваются неравномерно из-за неправильного зацепления.
- Снижается эффективность отслеживания кромок, что увеличивает риск контакта с огнеупорным материалом печи.
- В тяжелых случаях конвейерная лента заклинивает, и печь необходимо охладить для отвода дымовых газов – это приводит к простою на 12-24 часа.
2. Отслоение оксидной окалины (загрязнение поверхности)
Все нержавеющие стали при высоких температурах образуют защитный слой оксида хрома (Cr₂O₃). Это нормально. Проблема возникает, когда этот оксидный слой утолщается, становится хрупким и отслаивается во время термических циклов или механических деформаций.
Первопричина: Повторяющиеся циклы нагрева и охлаждения приводят к растрескиванию и отслоению оксидной пленки, поскольку коэффициент теплового расширения оксида отличается от коэффициента теплового расширения основного металла. Кроме того, ленты, проходящие через горячие зоны печи и возвращающиеся на открытый воздух, подвергаются непрерывному окислению на холодном обратном пути, в результате чего образуется более толстый и менее прочный слой окалины.
Механизм загрязнения при спекании керамики:
- От поверхности ленты отслаиваются хлопья оксида (обычно 50–500 микрон).
- Хлопья оседают на зеленых керамических телах, перемещающихся по конвейерной ленте, или встраиваются в них.
- В процессе спекания органические связующие вещества выгорают, и керамика уплотняется, навсегда удерживая частицы оксида.
- Результат: поверхностные ямки, вкрапления металлических частиц или изменение цвета, не прошедшее контроль качества.
Для производителей многослойных керамических конденсаторов, где размеры отдельных конденсаторов составляют менее 1 мм, даже микроскопическое загрязнение является фатальным. Данные отраслевой статистики показывают, что отслоение оксида может привести к увеличению количества дефектов до 151 ТП3Т при неправильном выборе или обслуживании приводных ремней.
3. Снижение прочности при высоких температурах
Предел прочности на растяжение предсказуемо снижается с повышением температуры, но скорость снижения значительно различается в зависимости от сплава. Проволока, которая комфортно выдерживает нагрузку при 800 °C, может сохранить лишь половину своей прочности при комнатной температуре при 1100 °C.
Первопричина: Это сочетание термического размягчения (снижение предела текучести), роста зерен (укрупнение микроструктуры) и, в некоторых сплавах, охрупчивания сигма-фазой после длительного воздействия в диапазоне температур 600–900 °C. Недостаточный диаметр проволоки усугубляет проблему, поскольку более тонкий материал быстрее достигает теплового равновесия и имеет меньший структурный запас.
Выбор материала: SUS314, SUS310S или Inconel 601
Выбор правильного сплава — это самое важное решение. В таблице ниже представлено практическое сравнение для лиц, принимающих решения.
| Сплав | Максимальная рабочая температура | Устойчивость к окислению | Устойчивость к ползучести | Относительная стоимость | Лучшее приложение |
|---|---|---|---|---|---|
| SUS310S (UNS S31008) | 1050°C | Умеренный – подходит для чистой, сухой атмосферы. | Умеренный | $$ | Низкотемпературное спекание, отжиг, процессы при температурах ниже 1000 °C. |
| SUS314 (UNS S31400) | 1150°C | Преимущество – более высокое содержание кремния улучшает адгезию оксидного слоя. | Превосходно – исключительная ползучесть благодаря более высокому содержанию углерода и кремния. | $$$ | Электронная керамика (MLCC, LTCC), катодные материалы для литиевых батарей, диапазон температур 1050–1150 °C. |
| Инконель 601 (UNS N06601) | 1200°C | Отлично – добавление алюминия образует прочную субкристальную пленку Al₂O₃. | Превосходно – никель-хромовая матрица устойчива к ползучести и деформации. | $$$$$ | Экстремальные температуры выше 1150 °C, восстановительная атмосфера, обработка специальных сплавов. |
Практические рекомендации для большинства применений электронной керамики: Нержавеющая сталь SUS314 — оптимальный вариант по соотношению цены и качества. Она обеспечивает примерно на 100 °C больший рабочий диапазон, чем SUS310S, при умеренной надбавке к цене, а более высокое содержание кремния (~2,01 TP3T) приводит к образованию более плотного и прочного оксидного слоя, значительно менее подверженного отслаиванию. Inconel 601 следует использовать в тех случаях, когда температура действительно превышает 1150 °C или когда применяются агрессивные восстановительные среды, где одного оксида хрома недостаточно для обеспечения достаточной защиты.
За пределами химии: почему важна структура зерна.
Менее обсуждаемый, но не менее важный фактор — сам процесс производства проволоки. Мелкозернистая микроструктура (размер зерна по ASTM 7 или меньше) обычно обеспечивает лучшую ползучесть, чем крупнозернистые аналоги. Проволока, подвергнутая термической обработке с контролируемой холодной деформацией, оптимизирует как прочность при комнатной температуре, так и высокотемпературную стабильность. При закупке сетчатых лент уточняйте характеристики размера зерна, а не только марку сплава.
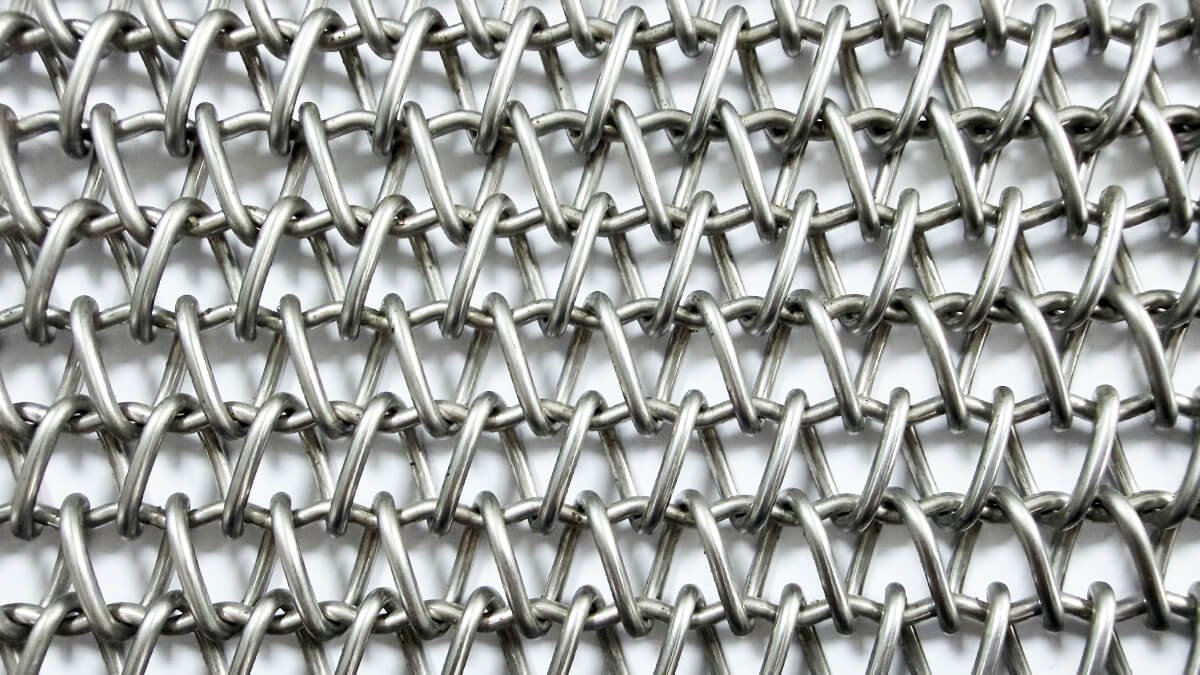
Геометрия плетения: сравнение структур F2, F2W и A4.
Выбор сплава сам по себе не гарантирует производительности. Геометрия плетения определяет распределение нагрузки, поток газа и поведение при отслеживании.
| Тип плетения | Грузоподъемность | Воздухо- и газопроницаемость | Стабильность отслеживания | Рекомендуется для |
|---|---|---|---|---|
| F2 (Стандартное сбалансированное плетение) | Умеренный | Отличный | Адекватный | Применение в условиях низких температур и малой нагрузки при условии правильной центровки печи. |
| F2W (усиленный двойной уток) | 40% выше, чем F2 | Хороший | Хороший | Высокотемпературное спекание с большими нагрузками; предпочтительный метод для производства электронной керамики. |
| Формат А4 (комплексная сбалансированная с усилением кромки) | Высокий | Умеренный | Отличный | Широкие конвейерные ленты (>1,5 м), длинные печи или установки с известными проблемами, связанными с отслеживанием потока. |
Почему технология F2W доминирует в сегменте электронной керамики: Конструкция с двойным утком предусматривает размещение двух поперечных проволок там, где в стандартном плетении F2 находится одна. Это дает два преимущества: увеличивает несущее поперечное сечение примерно на 40% и уменьшает свободное пространство между спиральными проволоками, что, в свою очередь, минимизирует изгиб, вызывающий растрескивание оксидной пленки. В сочетании с диаметром проволоки 2,0 мм и сплавом SUS314, ремни F2W обычно сохраняют прочность на разрыв выше 70% при температуре 1100°C.
Матрица быстрого принятия решений: подберите подходящий конвейер для вашего процесса
| Ваши условия эксплуатации | Рекомендуемый сплав | Рекомендуемый способ плетения | Ожидаемый срок службы* |
|---|---|---|---|
| ≤1050°C, общая термообработка, легкие нагрузки | SUS310S | Ф2 | 12–18 месяцев |
| 1050–1150 °C, электронная керамика (MLCC, LTCC), средние и высокие нагрузки | SUS314 | F2W | 6–12 месяцев |
| 1150–1200 °C, специальные сплавы, восстановительные атмосферы | Инконель 601 | F2W | 12–24 месяца |
| Широкий пояс (>1,5 м), известная неустойчивость слежения. | Подберите по температуре (см. выше). | А4 | Выбор сплава |
*Оценка срока службы основана на предположении о непрерывной работе, надлежащем поддержании натяжения и неагрессивной атмосфере. Фактические результаты могут отличаться в зависимости от профиля печи, частоты циклов нагрузки и методов контроля загрязнения.
Профилактическое техническое обслуживание: продление срока службы ремня при высоких температурах.
Предварительное окисление: преднамеренный первый шаг
Прохождение новой ленты через контролируемый цикл предварительного окисления при температуре 800–900°C в течение 4–6 часов перед вводом в эксплуатацию позволяет сформировать равномерный, прочно прилегающий оксидный слой в контролируемых условиях. Этот предварительно сформированный слой более плотный и стабильный, чем оксид, образующийся при обычном повышении температуры, и может снизить последующее отслаивание до 301 тонны на 3 тонны.
Управление напряжением
Как недостаточное, так и чрезмерное натяжение ускоряют выход ремня из строя. Недостаточное натяжение вызывает проскальзывание и неравномерный износ звездочки. Чрезмерное натяжение увеличивает ползучесть. Используйте рекомендованные производителем значения натяжения и проверяйте их еженедельно. Ремень, удлиненный более чем на 3% от своей установленной длины, следует запланировать к замене до того, как он вызовет вынужденную остановку.
Управление атмосферой
Атмосфера печи напрямую влияет на химический состав оксидов. В восстановительных атмосферах на основе азота и водорода (N₂-H₂) слой оксида хрома образуется иначе, чем на воздухе – он тоньше, но более подвержен локальному разрушению при повышении точки росы. Необходимо поддерживать постоянный состав атмосферы и контролировать точку росы; отклонения могут вызвать быстрое локальное окисление, создающее очаги образования сколов.
Управление остатками после сжигания
При спекании керамики органические связующие вещества испаряются в зоне предварительного нагрева и могут оставлять углеродистые остатки на поверхности ленты. Эти остатки реагируют с оксидным слоем при высоких температурах, образуя науглероживающие зоны, которые становятся хрупкими и склонными к растрескиванию. Регулярный осмотр и очистка ленты во время планового технического обслуживания печи крайне важны.
Основные выводы
- Ползучесть, отслаивание оксидов и потеря прочности при высоких температурах. Это взаимосвязанные виды отказов – устранение одного из них без решения других приводит к преждевременной замене ремня.
- Сплав SUS314 Обеспечивает оптимальное соотношение цены и качества для спекания электронной керамики в диапазоне температур 1050–1150 °C, с оксидным слоем, обогащенным кремнием, который лучше противостоит отслаиванию, чем нержавеющая сталь SUS310S.
- Усиленное плетение F2W Обеспечивает примерно на 401 тонну большую грузоподъемность, чем стандартная лента F2, и является предпочтительной в отрасли геометрией для высокотемпературных спекающих лент.
- Предварительное окисление, регулирование натяжения и мониторинг атмосферы. Это недорогие методы, которые значительно продлевают срок службы приводных лент и защищают выход продукции.
- Правильно подобранный ремень окупает себя. Благодаря сокращению брака, уменьшению количества незапланированных остановок и стабильному качеству продукции – в высокотехнологичном производстве керамики никогда не стоит экономить на конвейерной ленте.